Spot welding machine to weld aluminum alloy
It is needed to be set that a welding force is large, a current is large, and an energizing time is short.
Because thermal conductivity and electrical conductivity of aluminum alloy are high. The spot welding machine to weld aluminum alloy is required to be excellent in pressure following and possibility to control large current in a short time (condenser, inverter). It is based on energization with large current in a short time.
Tip shape of electrode tip to weld aluminum alloy
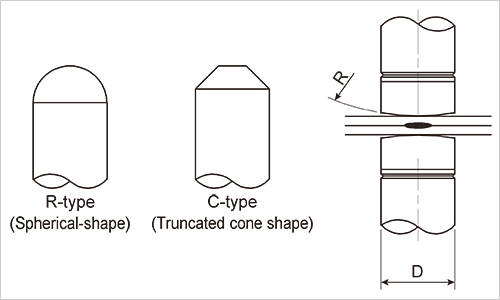
The tip R of R-type electrode tip is more than 50mm. It should be made large along with increasing plate thickness. To make a depression of surface small, it is desirable that tip R is set to more than 200mm.
Electrode tip material to weld aluminum alloy
Chromium copper and copper- zirconium alloys with high electrical conductivity are usually used.
Water cooling of a electrode tip to weld aluminum alloy
To cut the tip of pipe for cooling slantly, insert it near the tip of the hole of cooling water of electrode.
Circulating water flow is 3~10 liters per minute as a guide. It is desirable to keep the difference within 5℃ between an inlet temperature and an outlet temperature. Water temperature at the inlet is not more than 30℃.
Dressing of electrode tip to weld aluminum alloy
It is required to control a range of welding conditions for aluminum alloy more strictly, as it is narrow than steel.
Especially, you must be careful to keep clean a tip of electrode tip. If it is dirty, weld strength becomes low by decreasing welding current density and increasing energized area by the deformation. Therefore, to perform dressing of a tip of electrode tip every 20~50 times, in general.
Aluminum alloy Pretreatment method for welding
It is needed to perform pretreatment of a surface of welded part contacting electrode tip to prevent pick up of electrode tip. Pretreatment is required to remove oxide film on surface and fat to keep welded part a high quality, although it is possible to weld without performing pretreatment of contact face between combination plates of welded part.
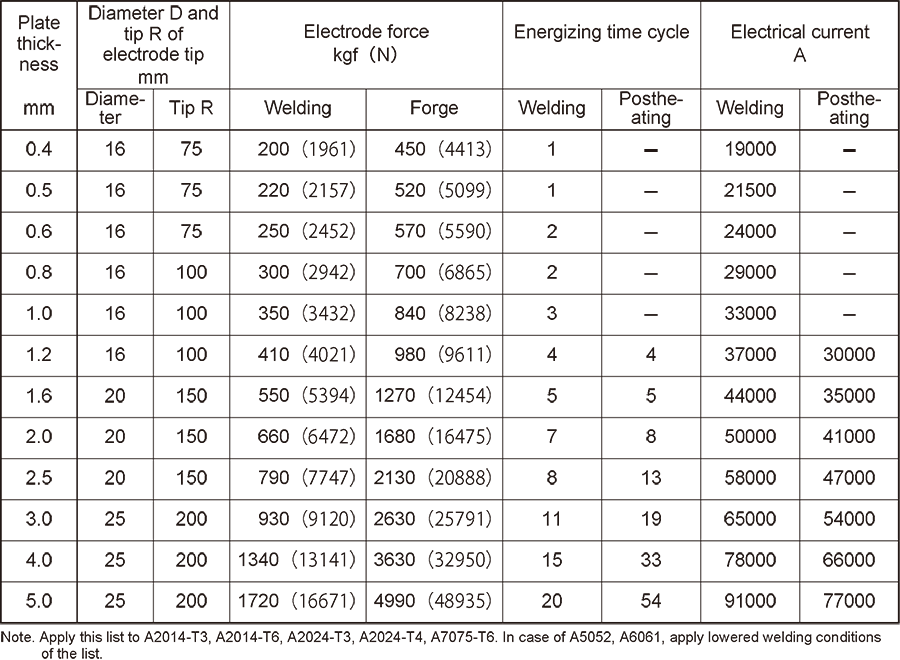
Welding condition of aluminum alloy
(Single-phase alternating current system)
Welding condition (Single-phase alternating current system)
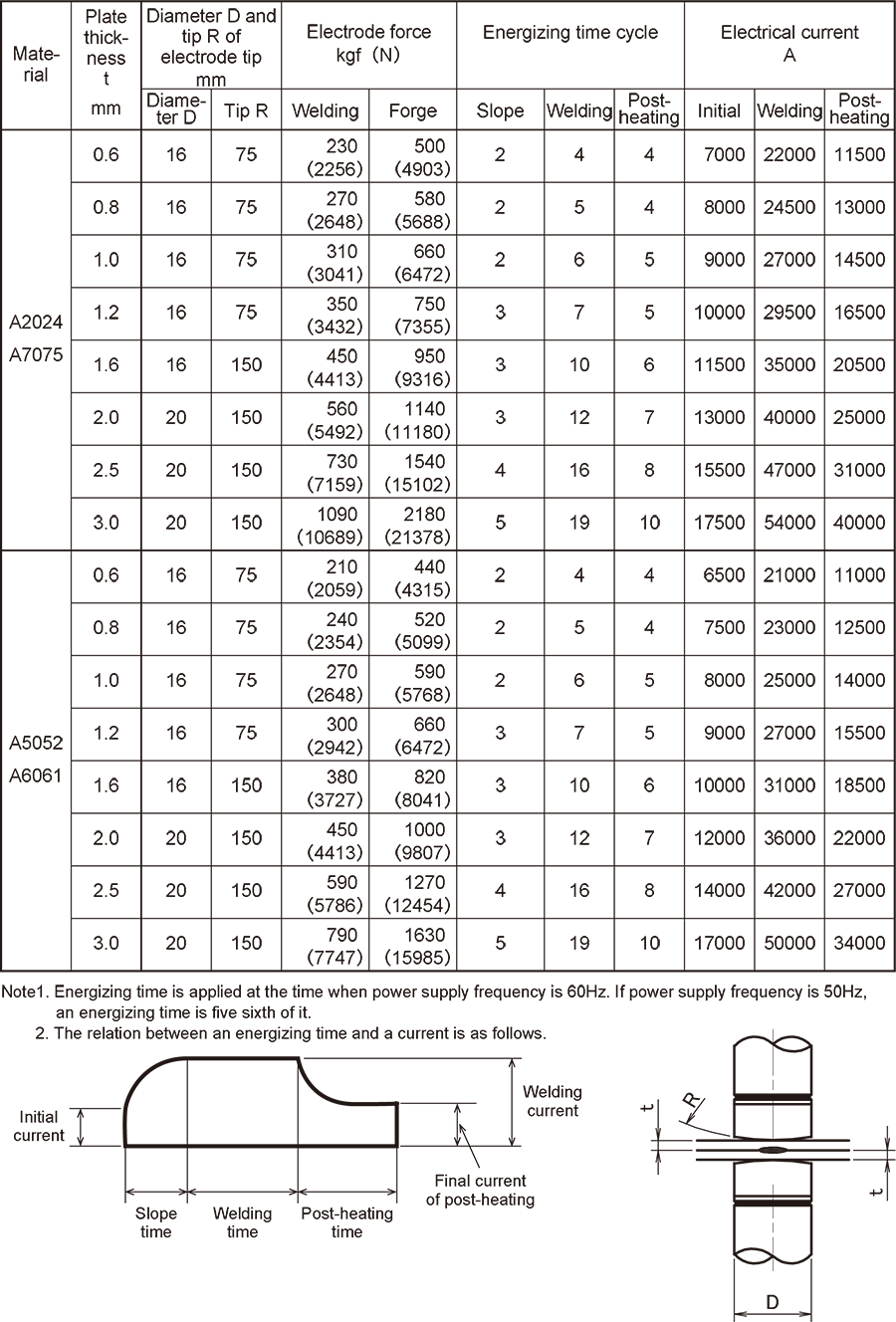
Welding condition (Three-phase low frequency type)
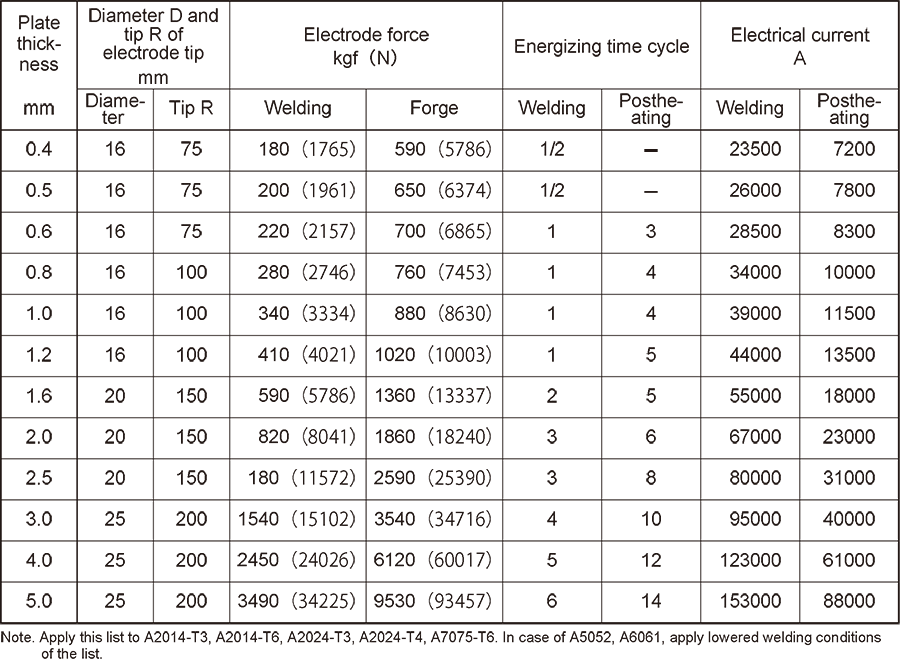
Welding condition (Three-phase straightening type)
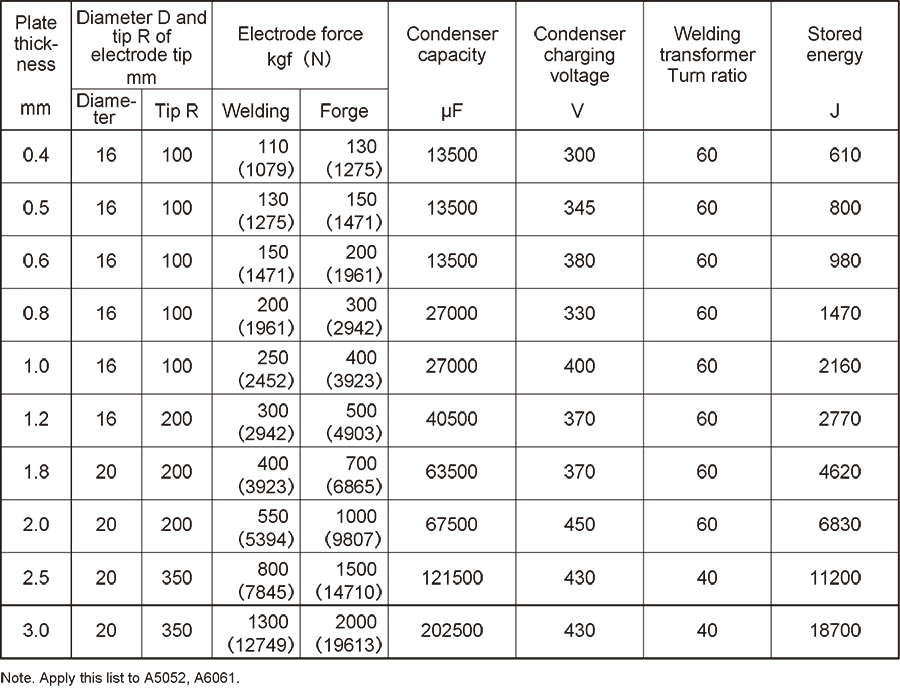
Welding condition (Condenser type)